1
/
of
1
Chute Type Magnets
Chute Type Magnets
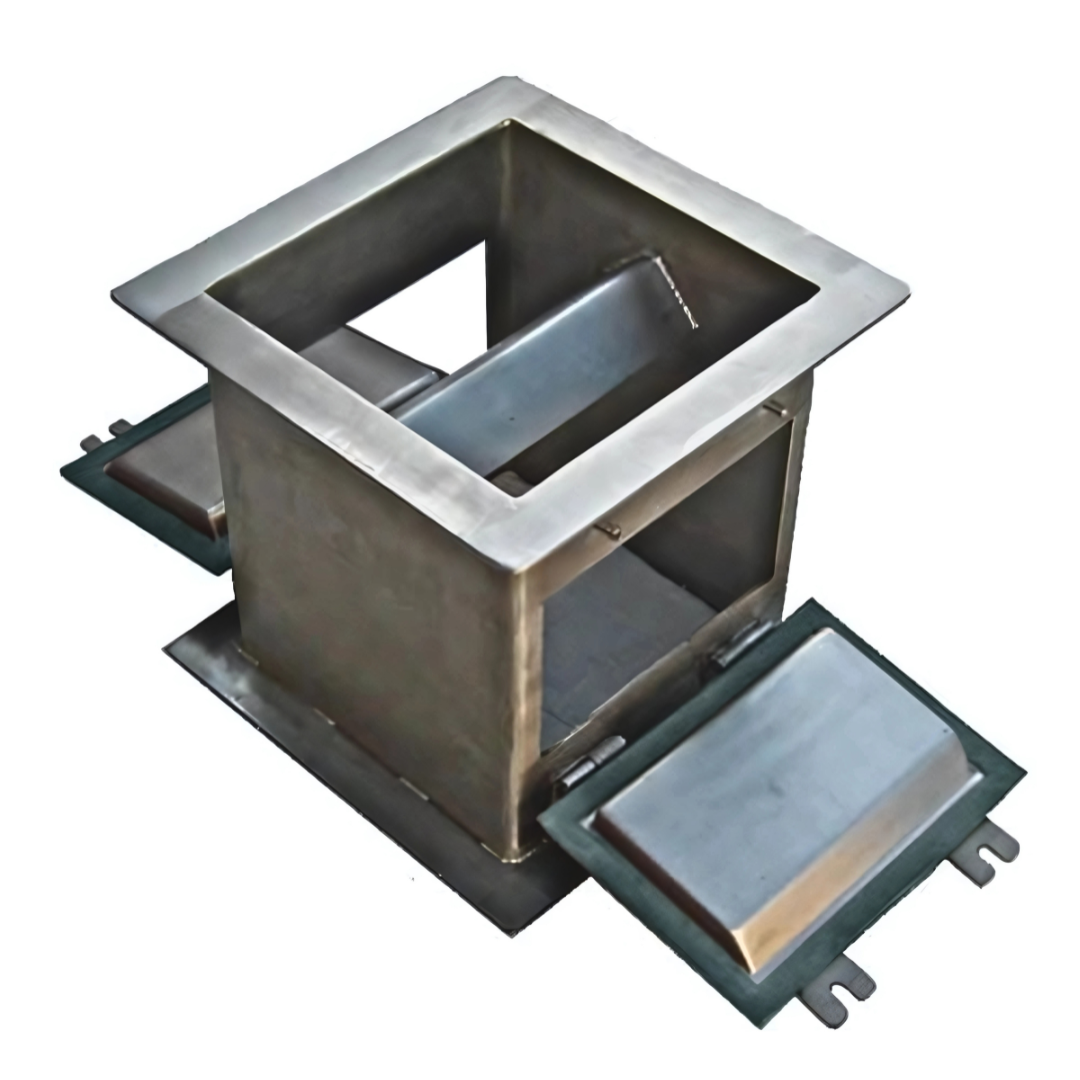
Chute Type Magnets are engineered for efficient separation of ferrous contaminants from free-flowing materials moving through vertical chutes or inclined spouts. These magnets are ideal for bulk handling systems, where they intercept and capture tramp iron before it can cause damage to processing equipment or compromise product purity. Designed for ease of installation and minimal interruption to material flow, chute magnets are widely used in industries where maintaining product integrity is critical.
Key Features
Key Features
- High-Intensity Magnetic Field: Uses powerful rare-earth or ceramic magnets to ensure maximum separation efficiency.
- Stainless Steel Construction: Durable, hygienic, and corrosion-resistant, suitable for food-grade and industrial applications.
- Easy Access for Cleaning: Hinged or slide-out designs allow for quick removal of captured contaminants.
- Custom Sizes Available: Can be tailored to fit various chute dimensions and processing capacities.
- Low Maintenance: Designed for long-lasting performance with minimal upkeep.
- Optional Diverter Plates: Helps to direct material flow and improve contact with the magnetic surface.
Applications
Applications
- Food Processing: Removal of metal contaminants from grains, sugar, flour, and spices.
- Pharmaceuticals: Ensures metal-free powders and granules.
- Plastics Industry: Protects molding equipment by filtering metal from resin pellets.
- Chemical Processing: Maintains purity in powder and granular materials.
- Mining & Minerals: Separation of ferrous metals from crushed ores and minerals.
- Agriculture: Cleaning seeds, grains, and feedstock.
Benefits
Benefits
- Enhanced Product Purity: Effectively removes ferrous contaminants to meet quality and safety standards.
- Protects Equipment: Prevents costly damage to grinders, crushers, and other downstream equipment.
- Improves Process Efficiency: Reduces downtime caused by metal contamination.
- Compliance with Industry Standards: Supports HACCP, FDA, and other regulatory requirements.
- Cost-Effective Solution: Long-lasting and reliable separation with low operational costs.
- Customizable to Your Process: Available in various configurations to integrate seamlessly with existing systems.
We manufacture industrial magnets to your exact specifications. Contact us or let us contact you to discuss your requirements and provide the ideal solution.